JIM SMART . October 12, 2022 . All Feature Vehicles
Share Link
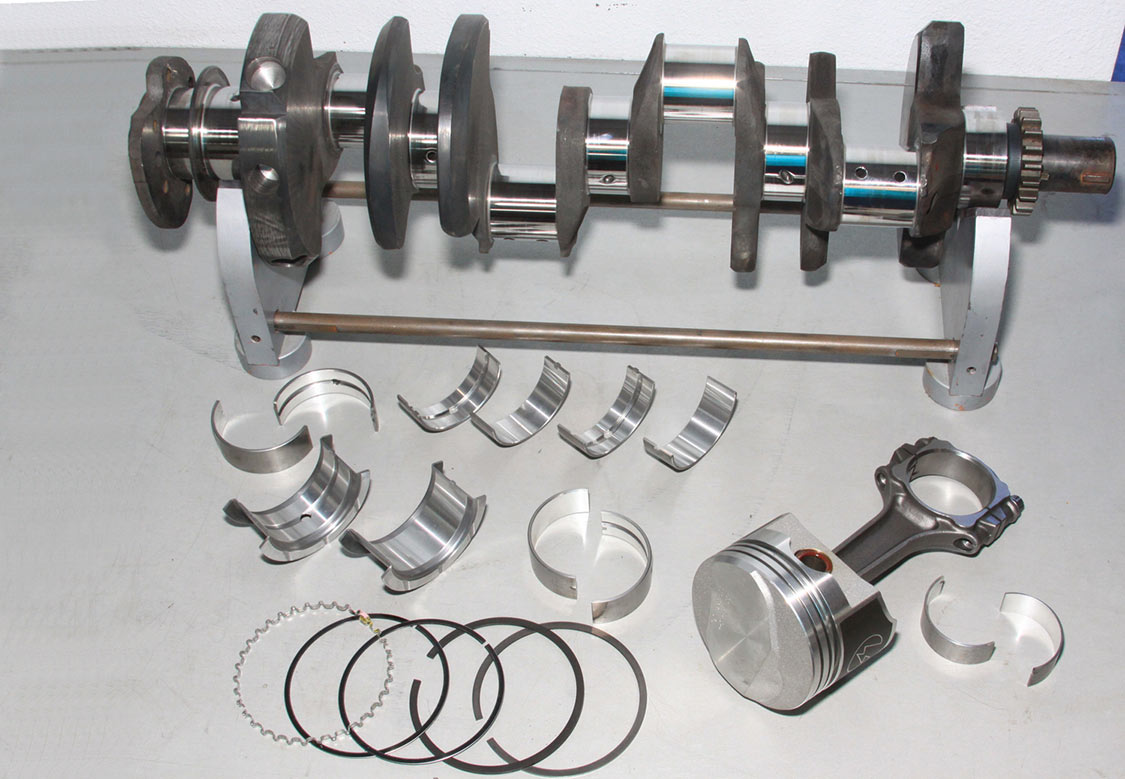
Save ArticleLogin to save it
Performance Heads and Dyno Service Show How to Make the Most of Chevrolet’s 427-Inch Big-Block
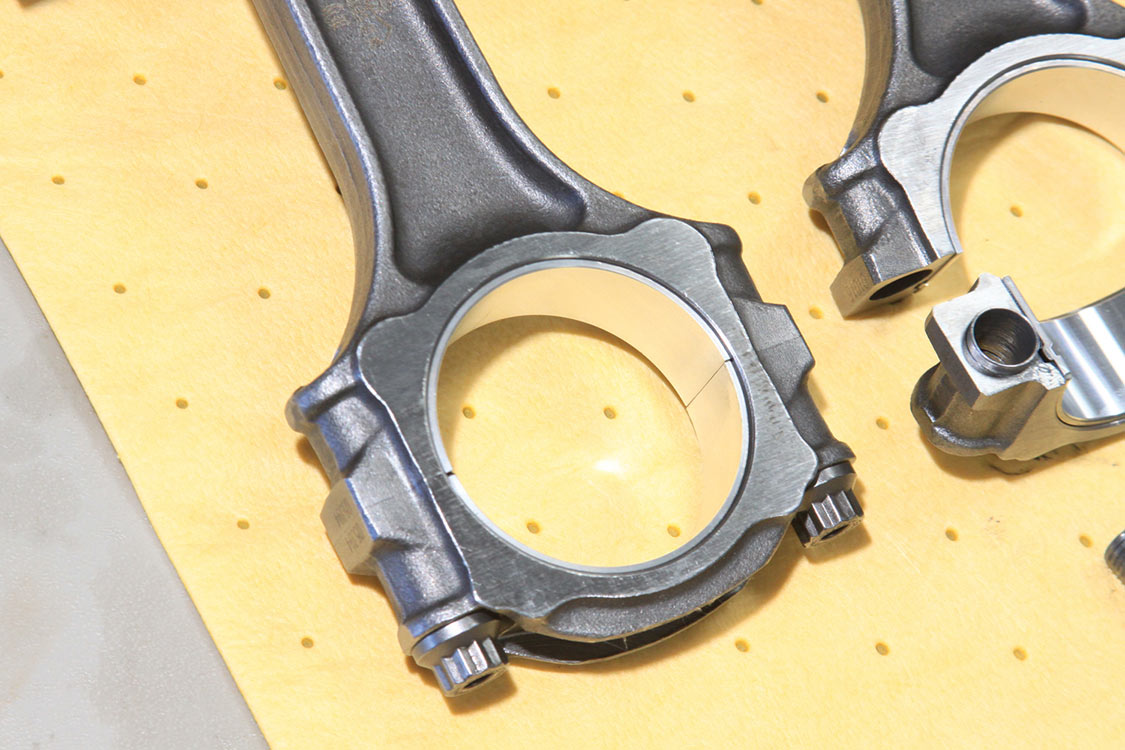
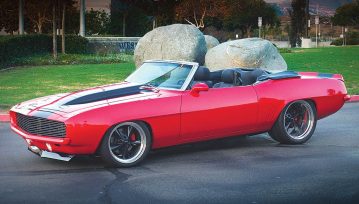
When it comes to big-block power, Chevrolet has always ruled the roost with a legendary lineup of powerful big-block engines dating back to 1958 with the 348, 409 and even limited production 427-inch W-series engines. These engines were unique because they had combustion chambers in the block like Ford’s MEL series big-blocks. The 427 was produced as a Regular Production Option (RPO) known as the hot Z11 specifically engineered for drag racers. Those W-series Chevy big-blocks had a distinctive appearance that still turns heads today. What’s more, Chevrolet had good-looking cars to support the power like the ’63 Impala Super Sport.
Chevrolet’s most widely produced Mark IV big-block began life as the record-setting Mystery Motor at the 1963 Daytona 500, where Junior Johnson left mouths wide open with a top speed of 166 mph. That first Mark II big-block led to the production Mark IV 396-ci big-block for 1965.
The Mark IV big-block’s history is well documented. In the beginning, the 396, with its stump-pulling, high-rpm demeanor, debuted in just about every Chevrolet model except the Chevy II. In the Corvette it was the L78, and in the Chevelle the super rare Z16. The 396 had a bore and stroke of 4.095/3.760 inches and made 375 hp. The 396 was a 6,000-rpm screamer that made the ’Vette a rocket ship and a handful of Chevelles quite intimidating. The 396 grew to 402 ci in 1970 with a .030-inch overbore, though it was marketed as the 396.
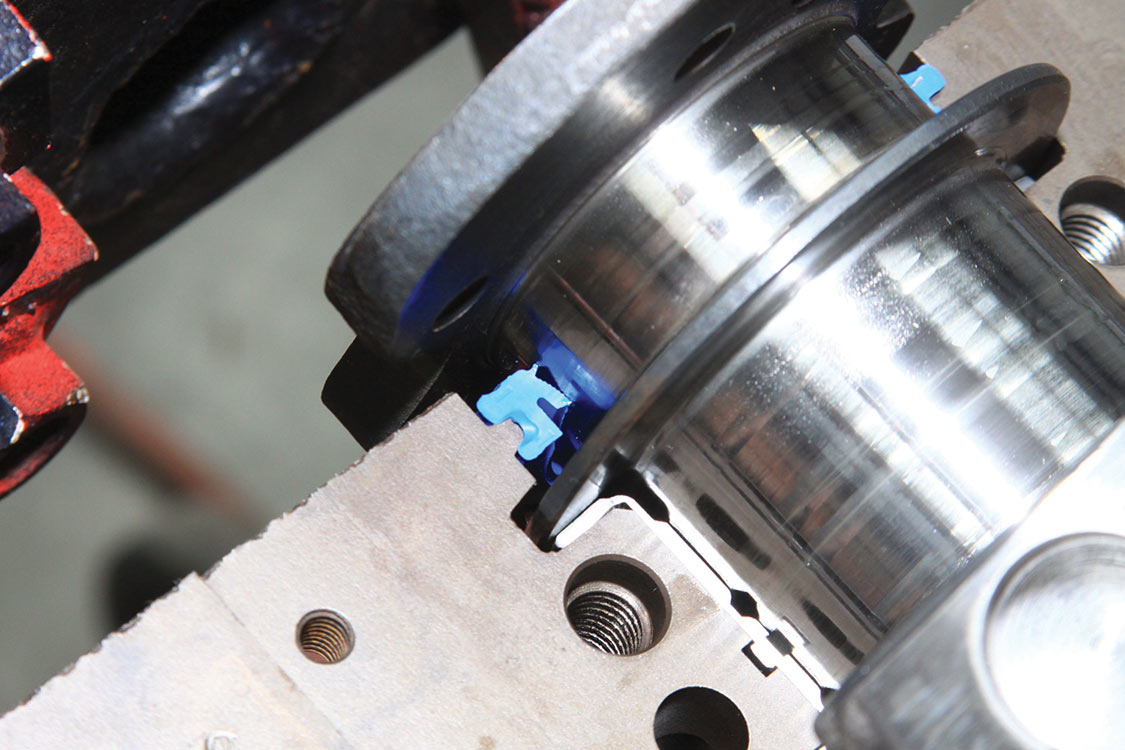
Chevrolet took the 396 to 427 ci for 1966 by increasing bore size to 4.250 inches while keeping the same 3.760-inch stroke, making the 427 a high-rpm performer. The 427 is a storied Chevy big-block in all its variations. This is an engine long on serious power with huge potential for more. The greatest factory 427 was the 435-horse L71 for the 1967-69 Corvette with three two-barrel Holley carburetion and that groovy apex air cleaner these mills are known for. In four-barrel form, the L72 yielded 425 hp with a single Holley atomizer. These engines sported a rumpity-rump high lift mechanical cam and made a lot of power. We’re working with a ’69 Chevy 427-4V sporting 390 hp from a hydraulic cam and Rochester Quadra-Jet carburetor. We thought we’d tease our readers a little bit by showing you what can be done with a 427, and even the 454, with simple modifications that are easy to accomplish with the right talent and parts.
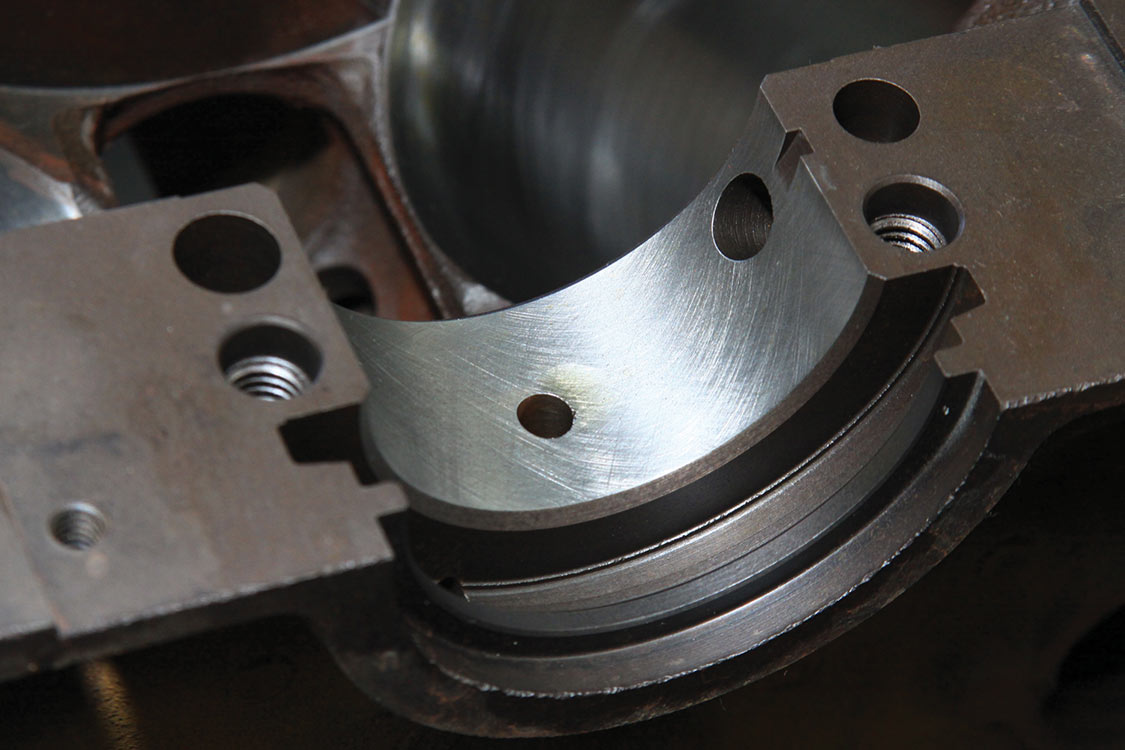
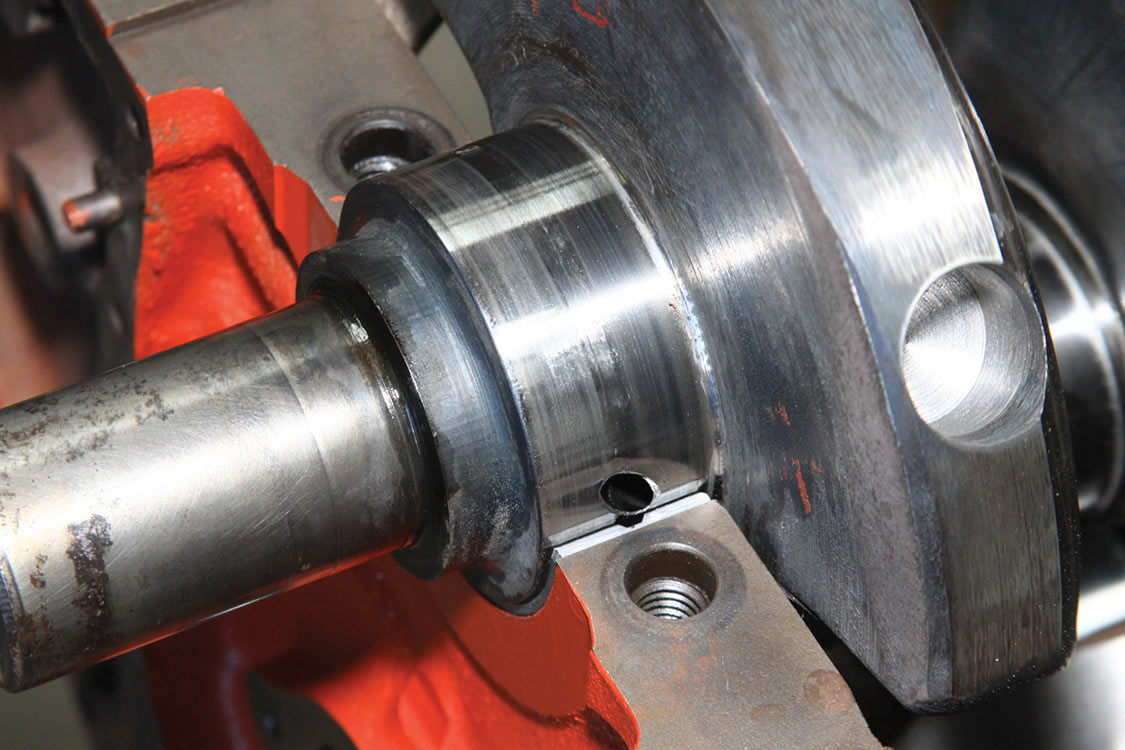
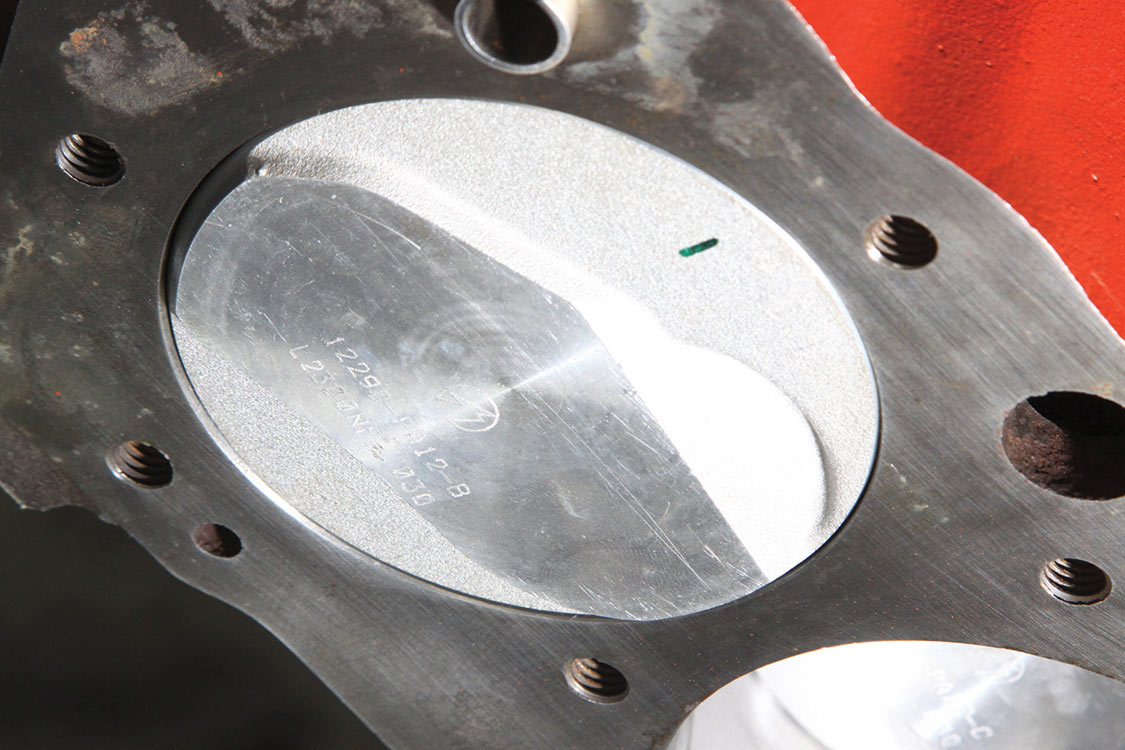
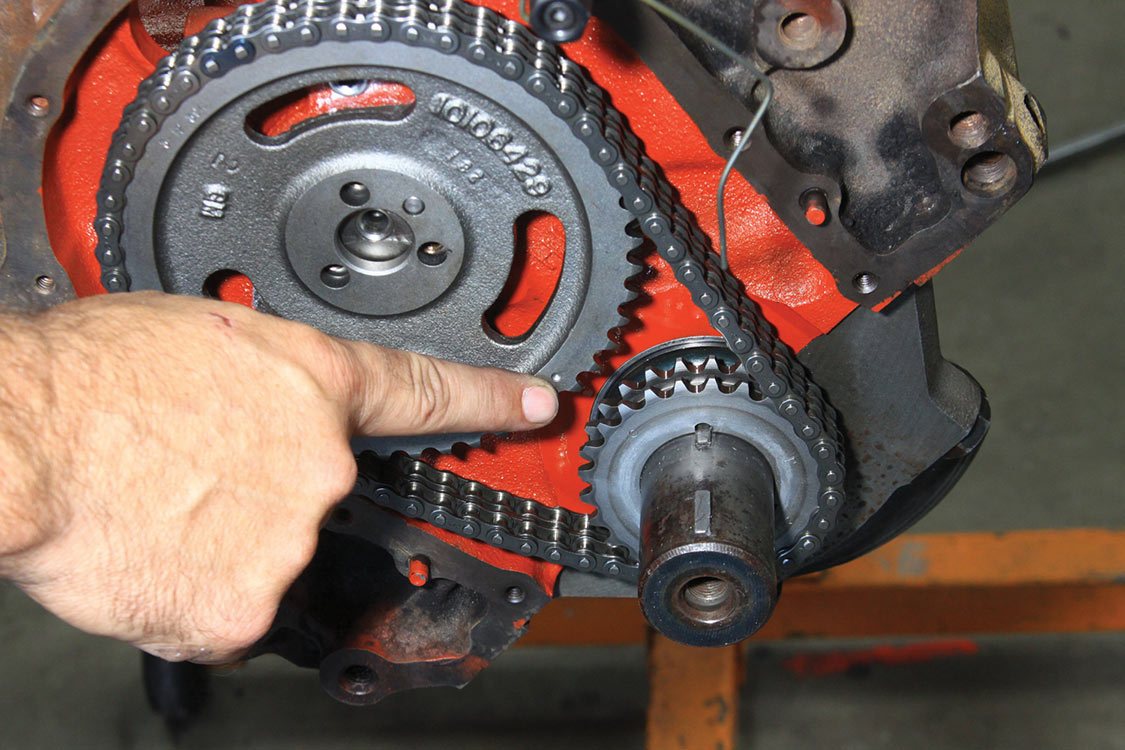
1.Our foundation is Chevrolet’s ’69 427 block (P/N 3955270) with two-bolt main caps machined and prepped by Performance Heads & Dyno Service (PHD). This block has been bored, honed and decked. The line bore has been checked and honed for good bearing crush and security. The block casting shares duties with other GM car and truck lines in displacements ranging from 335-435 ci. Chevy’s 427 shares the 396’s stroke using a larger bore for an improved cylinder sweep and squeeze. The 427 takes the 396’s high-revving demeanor and extracts real power from enlarged bores, translating to power thanks to displacement and compression. The fastest way to power is compression. Where it gets tricky is fuel octane, spark timing, fuel mix and working compression.2.We’re using the 427’s steel crank and Eagle (P/N SIR6135P) forged I-beam 6.135-inch connecting rods working hand in hand with press-fit Speed Pro (P/N L-2300NF-30) forged aluminum .030-inch oversize pistons. These positive dish (.140-inch dome) forged pistons are exactly what the doctor ordered for a 390-hp 427-4V. Dimensions are 0.9897-inch pin, 5/64-5/64-3/16-inch ring grooves.3. When we line hone a block, we’re getting the main saddle true to get the crank whirling around straight and level with a minimum of stress issues. Line honing cuts a crosshatch pattern in the journals to achieve main bearing security. When main saddles are excessively out of alignment, they must be bored and honed to get them back to factory specifications. This block is well within specifications and only needed a good honing. Oil galleys should be examined for obstructions and wire brushed with solvent, then flushed and blown out with compressed air. Even the smallest contaminant can damage bearings and journals, adversely affecting clearances and oil pressure.4.Eagle forged I-beam rods have been inspected and dynamic balanced with the rest of the rotating assembly. These are excellent 396/427/454 stock replacement rods available in press-fit (SIR6135P) or bushed (SIR6135B). The “P” and “B” rods have cap screws and offer bearings a very secure fit. Bearing-to-rod surfaces must be bone dry, but bearing-to-journal surfaces require a generous application of engine assembly lube. Rod journal bore diameter should be 2.3245-2.3252 inches. All Mark IV and V rods are interchangeable with the exception being dynamic balancing issues between the 396/427 and the heavier 502 piston.5. Eagle forged I-beam rods have been inspected and dynamic balanced with the rest of the rotating assembly. These are excellent 396/427/454 stock replacement rods available in press-fit (SIR6135P) or bushed (SIR6135B). The “P” and “B” rods have cap screws and offer bearings a very secure fit. Bearing-to-rod surfaces must be bone dry, but bearing-to-journal surfaces require a generous application of engine assembly lube. Rod journal bore diameter should be 2.3245-2.3252 inches. All Mark IV and V rods are interchangeable with the exception being dynamic balancing issues between the 396/427 and the heavier 502 piston.6. The 427’s steel crank sports a 3.760-inch stroke, which is the same as a 396. It’s the 427’s larger 4.250-inch bore that turns 3.760 inches of stroke into 427 ci. Where the 427 crank differs from a 396 is the 7⁄8-inch wide third counterweight vs. the 396’s 7⁄16-inch. Chevrolet used both cast- and steel-forged cranks in the big-blocks. Cast cranks have a thin parting line. Steel cranks have a wide parting line and smoother surfaces. Although you can get away with a cast crank in a street engine, street/strip and race-only 427s should be treated to a steel crank.7.If you’re building an older Chevy big-block with a two-piece rear main seal, be mindful of how the seal is installed. This is a Fel-Pro heavy-duty rear main seal. Notice that the lip is pointed inward as a failsafe element designed to keep oil and crankcase pressure contained. If you install this seal backwards with the lip pointed toward the flywheel/flexplate, it will leak. Use Permatex’s The Right Stuff sparingly between the seal and block. When it’s time to install the #5 main bearing cap, apply The Right Stuff at the seal tips. Two-piece rear main seal cranks have a lip, which keeps excessive amounts of oil away from the seal. Never lube the seal until it’s installed in the block and main cap.8. Crankshaft main journals have been polished but not ground oversize because this crank is in pristine condition. Main bearing journal sizes are 2.7478-2.7492 inches. Rod journals are 2.1988-2.1998 inches. Main and rod journals ride on a pressurized oil wedge that keeps journals and bearings apart. The only real journal and bearing wear occurs when an engine is first started and there isn’t an oil wedge. Improved oil flow comes from chamfering the journal oil passages.9. Crankshaft endplay is checked with and without the main caps installed to give an idea of possible thrust clearances, especially if you’re near limits. Crankshaft endplay is .005-.007 inch. Main bearing clearances should be .002-.003 inch.10. Cam bearings are the first components installed along with the camshaft. Greg uses a cam bearing installation tool to drive in cam bearings. Bearing-to-journal contact surfaces must be dry. Check oil hole alignment; bearings are installed from back to front in that order. The #5 bearing is installed first, then #4 and so on.11.Main cap installation must be performed methodically one cap at a time. Be generous with engine assembly lube to provide a good oil wedge on start up. Begin with the #5 thrust main cap and hand tighten. Check crank rotation, install #3 and check rotation. Install the #1 cap and check rotation, followed by #2 and #4; check rotation. Torque each cap to 95 ft-lbs in one-third values. Check crank rotation with each to find trouble spots if the crank becomes hard to turn. Once all caps are torqued, check crankshaft endplay again.12. Double check journal sizing prior to piston/rod installation and check your documentation. No two rods or rod bearings have the same sizing and clearances. Rod-to-journal clearances should be .002-.003 inch. Side clearances should be .015-.025 inch. Connecting rod journals run extremely hot (400°F), which makes clearances very important; run tight and you risk engine failure. You want that critical balance of good oil flow and wedge at the rod bearing.13.Double check journal sizing prior to piston/rod installation and check your documentation. No two rods or rod bearings have the same sizing and clearances. Rod-to-journal clearances should be .002-.003 inch. Side clearances should be .015-.025 inch. Connecting rod journals run extremely hot (400°F), which makes clearances very important; run tight and you risk engine failure. You want that critical balance of good oil flow and wedge at the rod bearing.14.Even if you have a pre-gapped set of piston rings, check ring end gaps anyway. Stock piston ring end gaps using Speed Pro forged piston and ductile iron rings is .016-.020-inch. When you start really pushing this engine, ring end gaps should get larger. On average, you want .016-.020 inch. Check every piston ring and bore. Ring end gaps that are too tight get treated to a piston ring grinder to open the gap. If you have too much gap, swap rings around until you find a comfortable clearance. No two bores and ring sets are the same.15.Even if you have a pre-gapped set of piston rings, check ring end gaps anyway. Stock piston ring end gaps using Speed Pro forged piston and ductile iron rings is .016-.020-inch. When you start really pushing this engine, ring end gaps should get larger. On average, you want .016-.020 inch. Check every piston ring and bore. Ring end gaps that are too tight get treated to a piston ring grinder to open the gap. If you have too much gap, swap rings around until you find a comfortable clearance. No two bores and ring sets are the same.16.Ring ends are dressed to remove sharp edges, which can cause unnecessary wear and damage. This is a good practice with all moving parts. Stress risers (rough spots in the castings and forgings) should be removed and made smooth, which reduces the likelihood of stress cracks and failure.17.Piston compression and oil control rings should always be installed with this dot up. Stagger ring end gaps at 45-degree intervals. Piston ring installation should always be performed with an expander, though a lot of shops roll rings on. If you’re going to roll rings on, be very gentle and don’t allow excessive ring distortion. Oil wiper rings are always rolled on first, then the top rings. Apply generous amounts of engine oil over rings and in ring grooves. Although some builders use engine assembly lube, it’s recommended only when an engine will sit for a long time before it’s fired, otherwise use SAE 30 engine oil.18.Installed and at top dead center, the LF2300NF Speed Pro piston gives us exactly what we want in a high-performance forged piston. This is a .030-inch oversize piston in a bore properly bored and honed for a .003-.0055-inch piston-to-cylinder wall clearance. This is a .140-inch dome or positive dish, which will put us around 10.0:1, which is perfect for today’s pump gas. Greg will do a mock-up and check valve-to-piston clearances, which should be a minimum of .060 inch.19.Eagle connecting rod bolts are installed using SAE 30 oil on bolt threads. Rod bearings have a generous supply of Comp Cams engine assembly lube for a good wedge on start up. Bolts are torqued to 63 ft-lbs, and side clearances are checked once both rods are on the journal. Connecting rod side clearances are .015-.025 inch depending mostly how you intend to use your big-block Chevy. Racing calls for greater clearances because rod journal temperatures go skyward. The Eagle #SIR6135P and SIR6135B forged I-beam rods can take up to 700 hp.20.Cylinder head gasket installation calls for close attention to detail. All surfaces must be hospital clean to ensure sufficient sealing. Head gasket thickness must be computed into your compression calculations as part of the cylinder volume with piston at bottom dead center. What’s more, it must be considered when piston-to-cylinder head clearances get tight; a minimum of .035 inch is required. If you’re looking at a zero deck with the piston at true top dead center, you need a minimum of .035-inch gasket thickness with the heads torqued. These Speed Pro LF2300NF pistons have a positive dish of .140 inch.21. Summit Racing’s house brand 7 ¼-inch stock replacement balancer is optimal for our 427 Chevy project. Because this engine isn’t going racing and will primarily be used on the street, it doesn’t need to be safety rated for drag or road racing. Greg has checked it for proper indexing and it’s good to go.22.PHD has blueprinted the Speed Pro high-volume oil pump, checking side clearances and relief valve. Pump cavity has been filled with engine assembly lube for a healthy start-up. A new oil pickup screen is being used to eliminate any risk of foreign matter in the engine’s oiling system. When we fired this engine, oil pressure looked good at 45-60 psi at a cold fast idle. Greg went with a Wix filter and Comp Cams SAE 30 break-in oil.23. Valve adjustment is the subject of endless debate with stud-mounted rockers because everyone has their own approach. First, valve adjustment shouldn’t be performed until you have primed the oil system with SAE 30 engine oil, which means 5 quarts in the oil pan and a new Wix, AC or K&N high-capacity oil filter. Once hydraulic roller tappets have their oil, you are ready for valve adjustment. Following your big-block Chevy’s firing order. First, find true top dead center on #1 cylinder with both valves closed at compression stroke. Holding the pushrod with your fingertips, loosen the rocker arm adjustment until you can twirl the pushrod. Slowly tighten the adjustment until the pushrod cannot be turned. Tighten the adjust one-quarter to one-third turn and lock down the adjustment. You want the lifter piston halfway into the lifter body and no more.24.We observed the factory 427 dual-plane aluminum intake manifold and its stifling Rochester Quadra-Jet carburetor and had to know of this engine’s true capabilities. We knew the stock manifold and carburetor wouldn’t allow this Corvette 390-hp 427-4V to make the most of its lungs. We asked Eric Blakely at Edelbrock what he suggested for a manifold. He pointed us to the Edelbrock RPM Air Gap (P/N 7562) for its dual-plane design with intake runners that are long and effective in terms of high-rpm horsepower and low to midrange torque. The Air Gap’s runners operate cooler because they are separated from the hot valley and its return oil, which helps intake charge temperature.25.Holley’s Street HP 850-cfm 4150 carburetor (P/N 1-8285-1) brings the cool benefits of the HP series performance carburetor to the street. You get mechanical secondaries, dual accelerator pumps, primary and secondary metering blocks, four-corner idle mixture control, dual feed and real street/strip calibration. The Street HP is equipped with throttled and constant vacuum ports for vacuum advance and accessories like power brakes and climate control. The Holley Street HP and Edelbrock Air Gap allow the Chevy 427 to breathe deeply and make a lot of power high and low for a good cross section of street and strip performance.26.Ted’s Carburetor rebuilt and curved this factory tach drive Delco distributor for us, including a Pertronix Ignitor retrofit for vastly improved cold start and real world performance. The Pertronix Ignitor, Ignitor II and Ignitor III are all 30-minute retrofits you can install yourself without complex wiring or the need for an electrical engineer. The Ignitor replaces your Delco’s ignition points, eliminating troubling point trigger issues like point bounce, distributor cam wear and weak spark. You get a hot spark every time and easy cold start and idle.27.We dyno tested the 427 with both Holley/Edelbrock induction and the factory L36 (P/N 3947801) cast aluminum dual-plane intake manifold and Rochester 750-cfm Quadra-Jet. The difference in power was easily 60 hp between the factory induction and Holley/Edelbrock combo, which should tell you something about the difference induction can make in terms of power. If authenticity is important to you, expect to sacrifice performance. If you’re comfortable with Holley/Edelbrock induction beneath the air cleaner, hit the streets with confidence and expect to see in excess of 500 hp and comparable torque.28.PHD uses Wix and K&N oil filters primarily for its engine builds along with diesel specification engine oil. For this build, PHD went with Comp Cams’ new 10W30 weight break-in oil, which employs important additives necessary for confident break-in and minimal wear during those first few critical hours of operation.
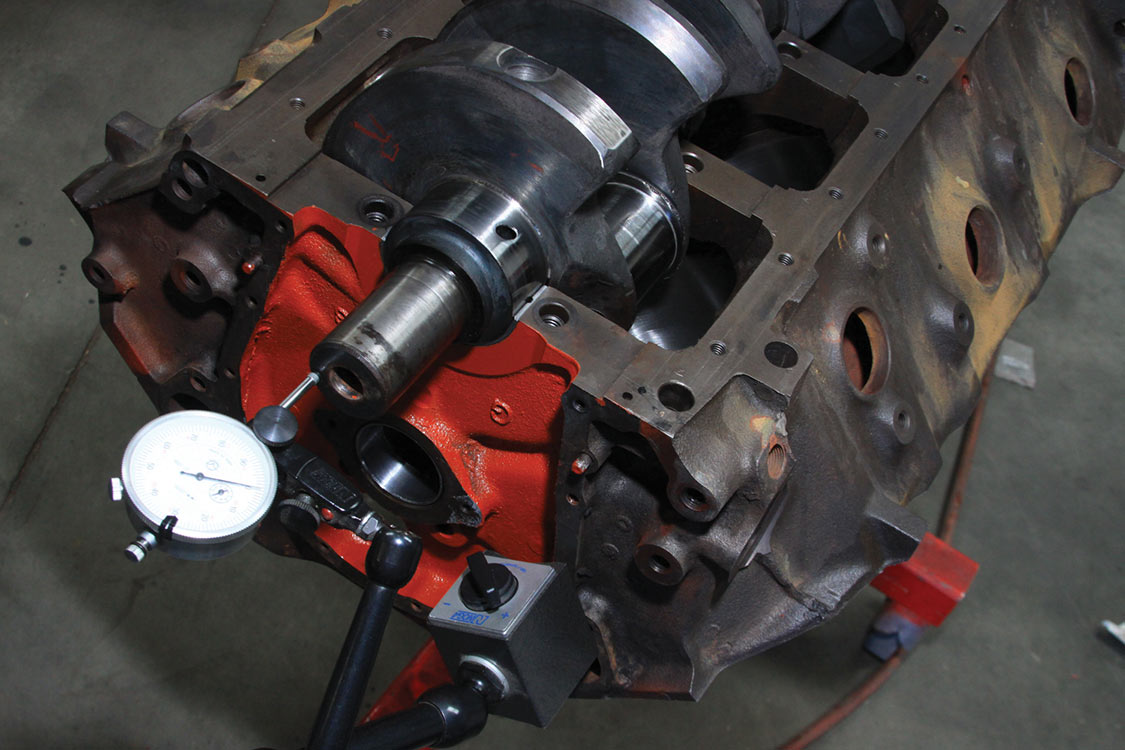
Rat Roller Cam Tech
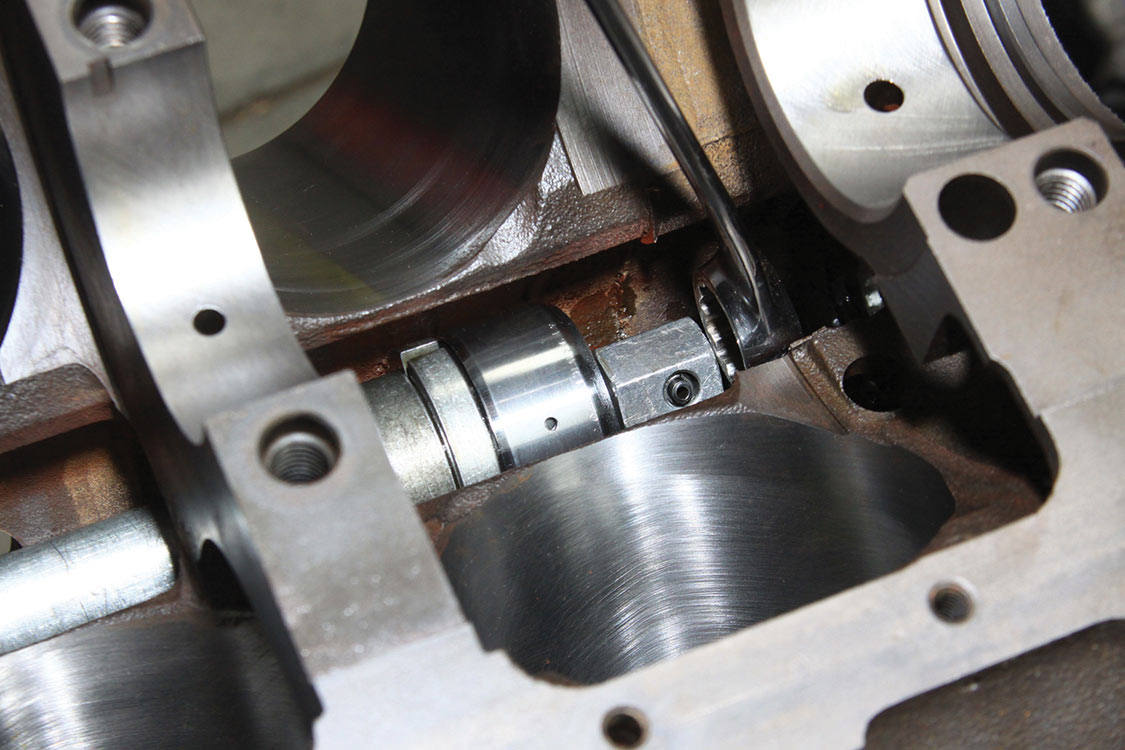
We like stealthy modifications no one can see that make a difference in performance without adversely affecting a 427 Chevy’s authentic appearance. Greg Jacobson of PHD selected the #11-433-8 hydraulic roller from Comp Cams, which kicks power up a couple of notches and virtually eliminates pesky valve adjustment.
The Comp Cams (P/N 11-433-8) Xtreme Energy Hydraulic Roller Retro-Fit camshaft (P/N K11-433-8 complete kit) will change your 396/427/454’s personality with improved high-end horsepower, midrange torque and a stable idle. When you run the Comp Cams 11-433-8 roller cam with 1.6:1 Pro Magnum roller rockers it gives your 396/427/454 a cool mechanical lifter sound with the soft chatter of 16 rockers.
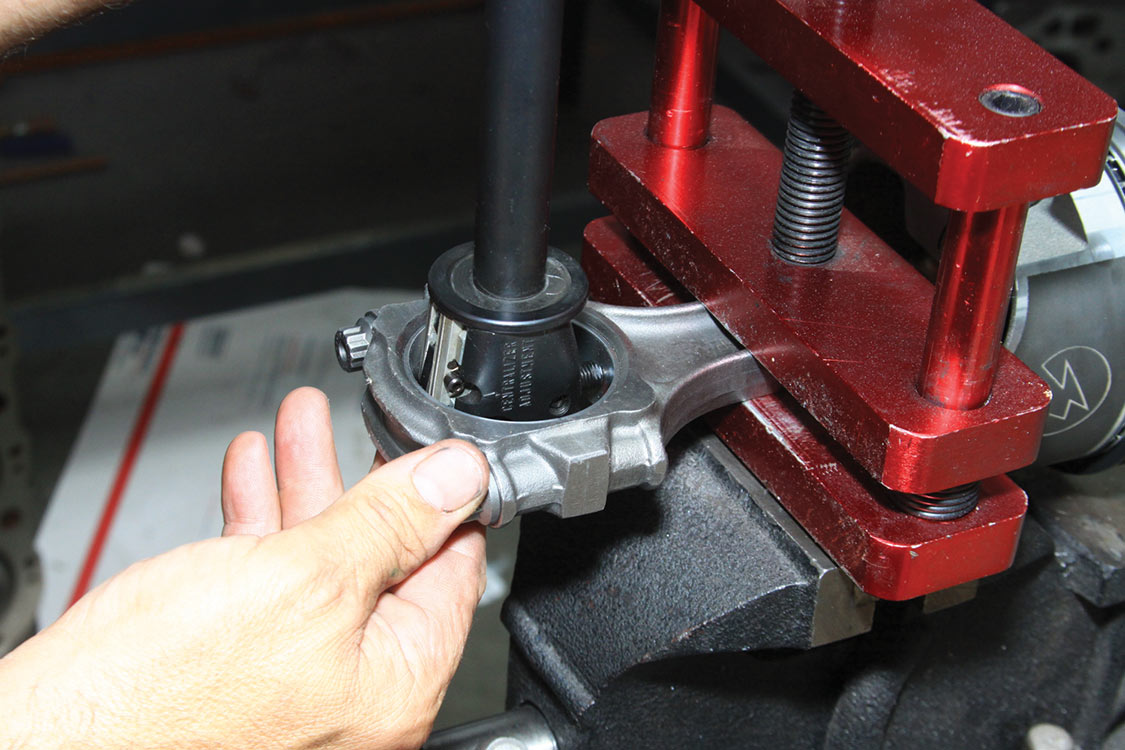
What tends to limit the Xtreme Energy cam’s potential is the 427’s factory low-rise dual-plane manifold and Rochester Quadra-Jet carburetor, which is why we tried the Edelbrock Performer RPM Air Gap and Holley Street HP 850-cfm carburetor. With the Holley/Edelbrock induction combo and the Comp Xtreme Energy cam, we gained 100 hp and a comparable amount of torque.
Comp Cams #11-433-9
Grind number #CB XR288HR-10
K11-433-8 kit includes cam, lifters, timing set, cam button, one-piece pushrods, keepers, retainers, valve springs and valve seals—everything but the rocker arms.
110-degree lobe centers
106-degree intake centerline
Intake/exhaust lobe lift: .307/.319 inch
Intake/exhaust valve lift: .521/.540 inch (1.6:1 rocker ratio)
Intake/exhaust duration: 288/294 degrees
Intake/exhaust duration at .050 inch 236/242 degrees
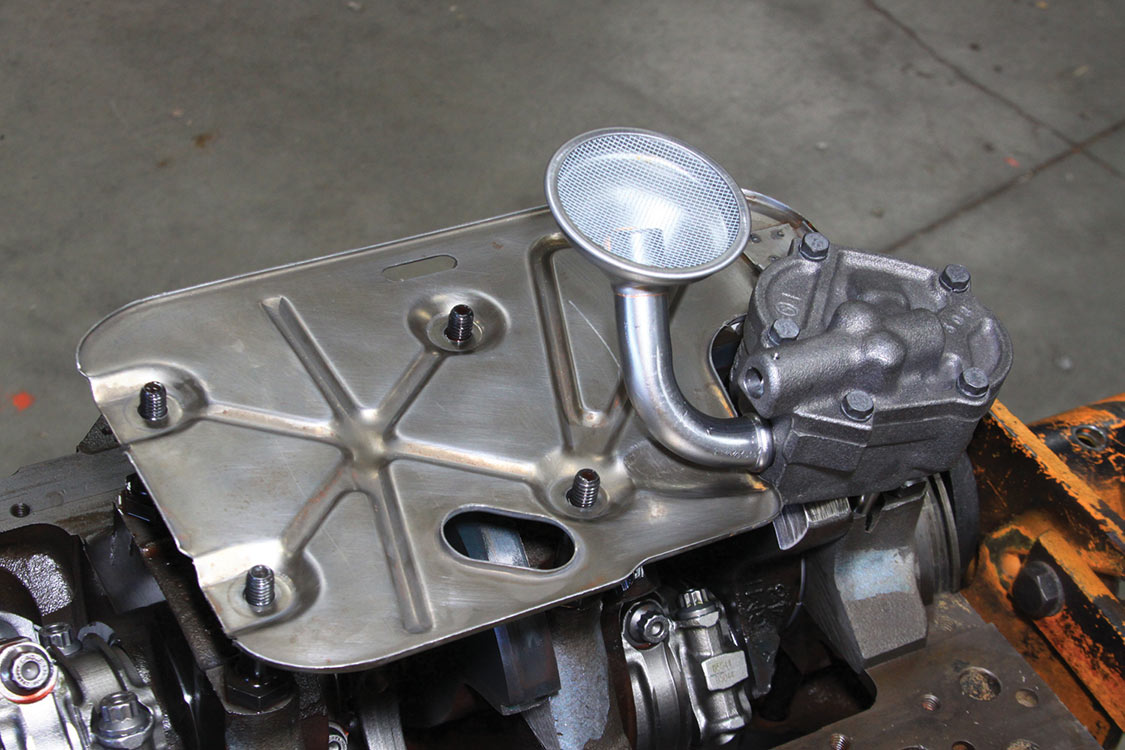
Greg and his partner Pat Smith have earned their bacon by knowing what to do with cylinder head ports and chambers. Greg tells DRIVE! that seemingly minor changes to ports and chambers can yield big power differences. Greg machined minor changes into the 427’s combustion chambers to improve valve shrouding. He also likes to make improvements to porting that reduce turbulence and restriction. Greg proves out his work on the dyno by showing significant increases in power.
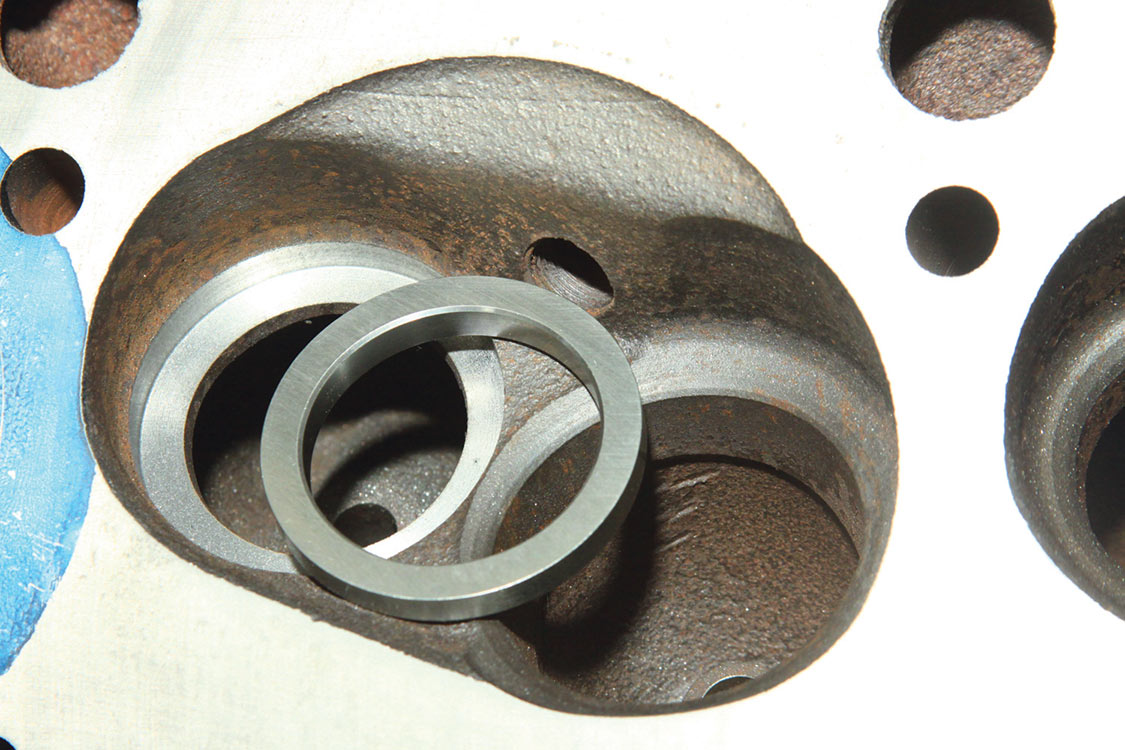
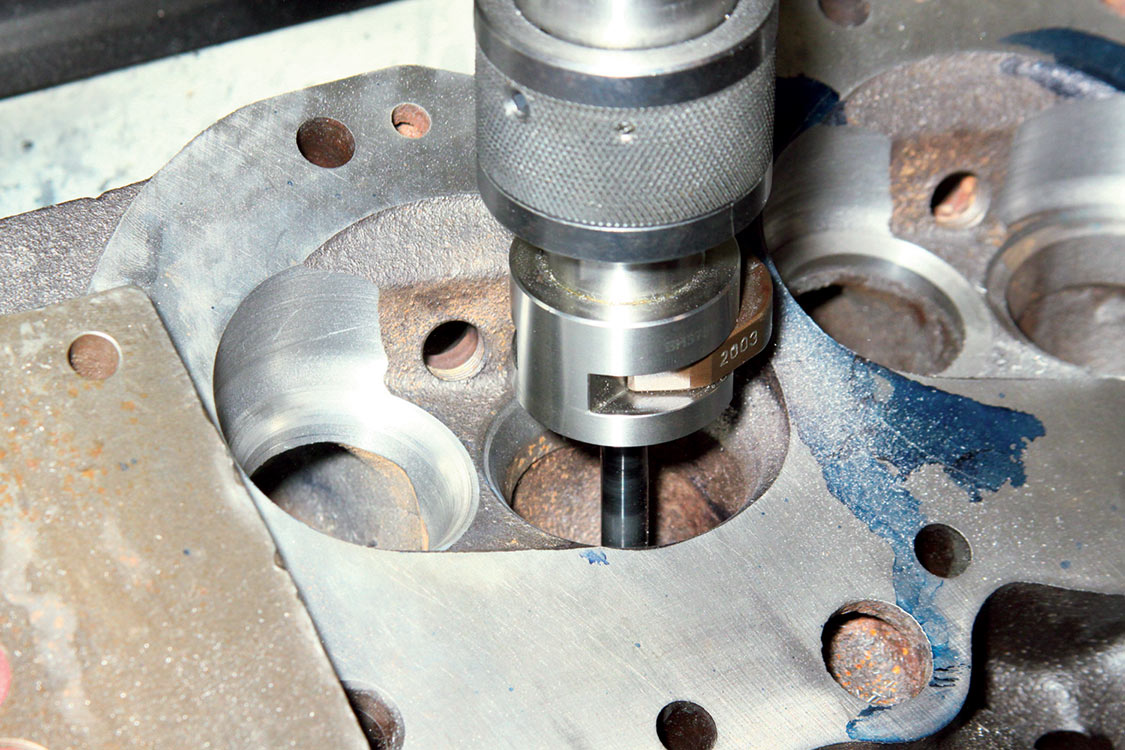
The first thing PHD does is upgrade classic iron cylinder heads with steel exhaust valve seats for use with today’s unleaded fuels. It also likes to fit cylinder heads with new valves and guides for durability. Iron exhaust valve seats are machined out and new steel seats are pressed in and get a multi-angle valve job. Greg notes that he sees his share of valve guides out of parallel, which in turn adversely affects the valve and seat relationship. Because cylinder head work tends to be mass production in a lot of shops, mistakes happen more frequently than you might imagine. This is why you must be particular about who does your cylinder head work. Check references and do your homework beforehand. Even the best cylinder head shops make mistakes.
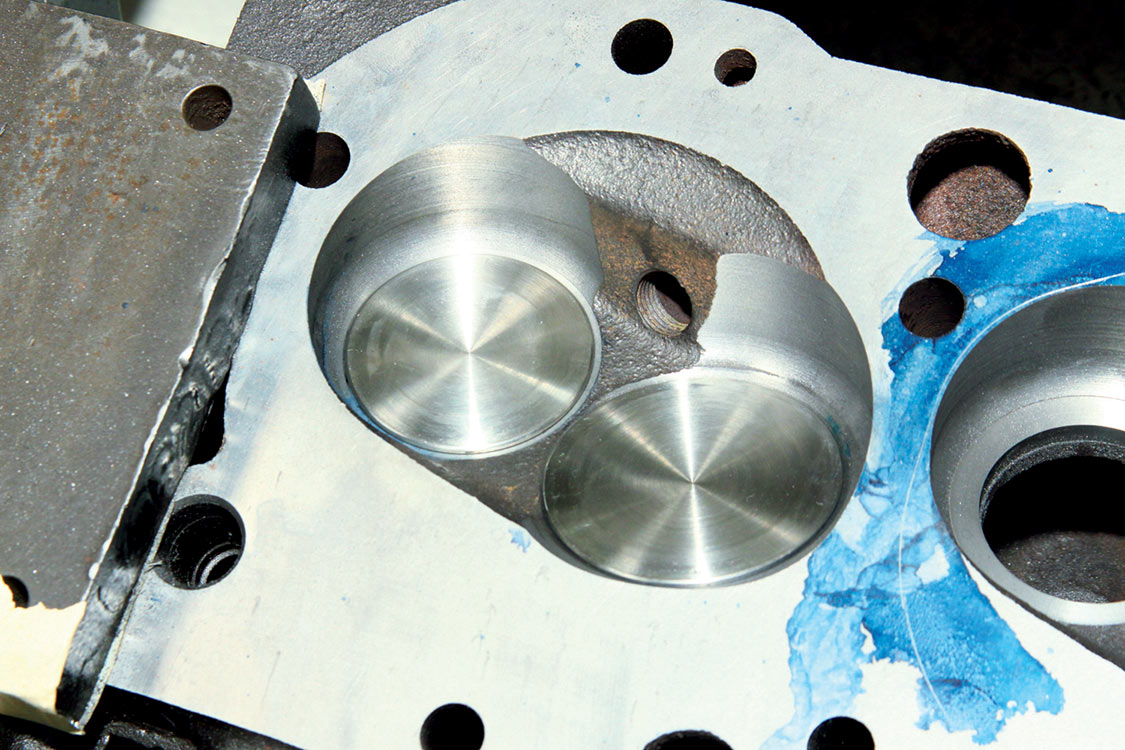
The 427’s wedge chamber is machined out to improve valve shrouding for better flow. More valve lift doesn’t always mean improved flow, especially if valve faces and chamber walls are close. With too much lift, valve shrouding can get worse. This approach to machining also reduces rough surfaces that can turn into hot spots and sources of detonation.
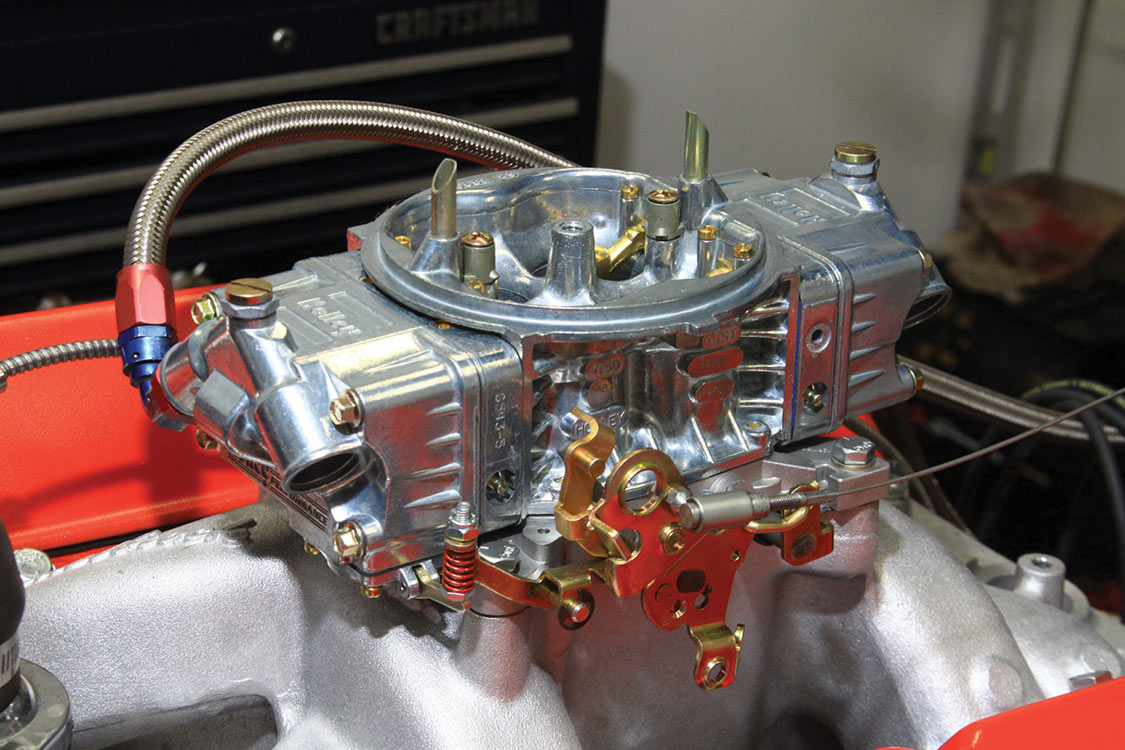
Our PHD-machined 427 chambers with new Speed Pro stainless steel valves and steel exhaust valve seats have improved valve shrouding and better flow. This may not seem like much, but this minor change in chamber shape and improvement in valve shrouding makes a significant difference in power. You can have the largest valves possible in a combustion chamber, but if you have excessive valve shrouding, it’s meaningless because you’re still not getting the flow needed to make power. And keep in mind when you machine chambers larger like this, there is some compression loss. Getting performance and durability is a series of tradeoffs. Reduce valve shrouding, improve flow, but also lose some compression.
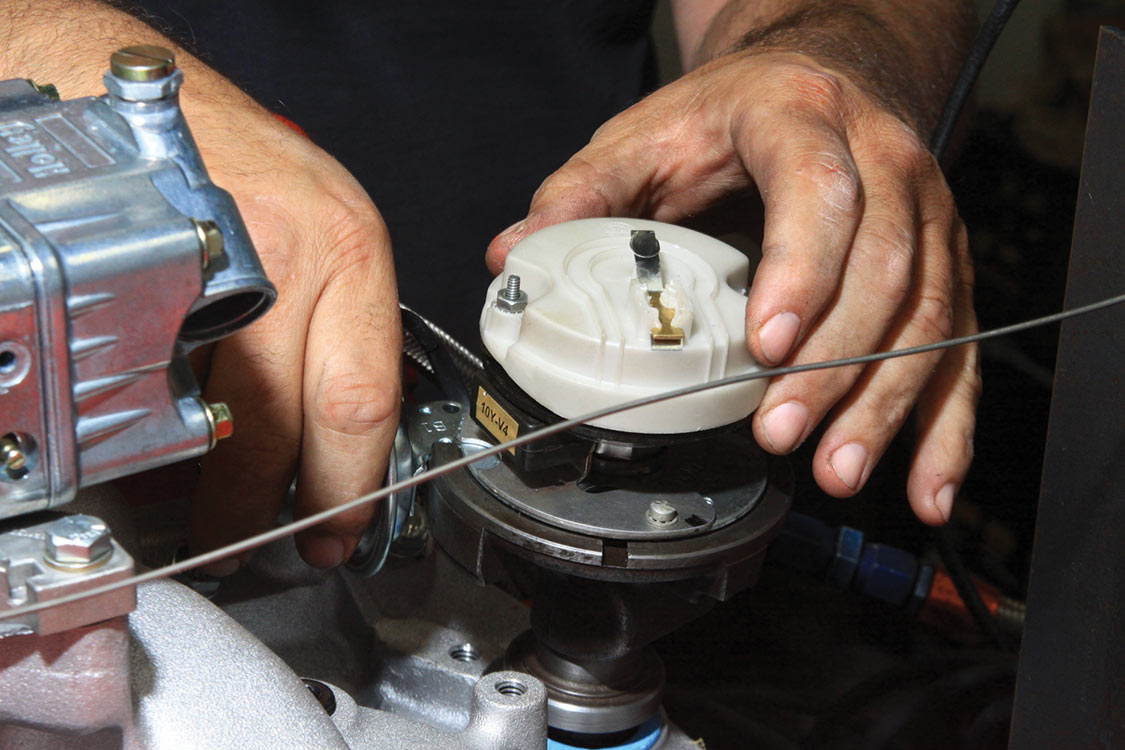
Fastener Facts
We’re using ARP fasteners throughout our 427 for improved durability. Torquing fasteners is about clamp strength and bolt tension. When you torque a fastener, you increase clamp load holding two parts together. It’s suggested you lubricate fasteners with SAE 30 engine oil or ARP Fastener Assembly lubricant and torque them in one-third values to ARP-recommended torque. Lubrication and clean threads yield true torque readings. By “one-third” torque values, we mean if total torque is 80 ft-lbs, torque fasteners first to 26.666 pounds, then 53.333, followed by a total of 80 ft-lbs. This allows for consistent bolt or stud stretch and clamping load.
Not all fasteners are engineered to be reused. Old cylinder head and main cap bolts, for example, shouldn’t be reused. Toss them and install new fasteners. ARP fasteners can be reused. Bolt stretch and heat cycling take a toll on fasteners, which is why they should be replaced during a rebuild if you’re serious about durability.
We’re using ARP fasteners throughout our 427. New fasteners should be washed in petroleum-based solvent and dried. Then threads and bolt heads/washers should be lubricated with ARP Fastener Assembly lube prior to torquing. The washer’s inside bevel must be pointed toward the bolt head. Bolt holes should have been chased with all debris removed; ditto for bolt threads.
Cylinder head bolts must be tightened in proper order from inside out per your Chevrolet manual. Long bolts are blind holes; short bolts are wet into the water jacket. Long bolts get lubrication; short bolts get Permatex’s The Right Stuff or professional-grade Teflon sealer. Long bolts are tightened in one-third values to 75 ft-lbs; short bolts get 65 ft-lbs. As you tighten bolts, take note of head gasket compression. Once all bolts have been torqued, allow the engine to sit for an hour or so and retorque even if your gasket manufacturer suggests no retorque. Retightening isn’t just “tightening” but also making sure you have torqued all bolts.
Some fasteners get a thread locker for added security. When using a thread locker, be mindful of the type you’re using. Loctite is the best known brand name when it comes to thread lockers and it color codes all of its thread lockers.
Red: High-Strength/Permanent, -65 to 550°F, disassemble hot only because it’s a very permanent thread locker
Blue: Medium-Strength/Removable, -65 to 650°F
Purple: Low-Strength/Removable, -65 to 300°F
Green: Preassembled Wicking Grade for wicking applications only, -65 to 450°F
The Dyno Room
Holley 850-cfm Street HP With Edelbrock RPM Air Gap
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.
 JIM SMART
.
October 12, 2022
.
All Feature Vehicles
JIM SMART
.
October 12, 2022
.
All Feature Vehicles































 Please wait...
Please wait...
Share Link