 Freddie Heaney
.
July 12, 2022
.
All Feature Vehicles
Freddie Heaney
.
July 12, 2022
.
All Feature Vehicles

Muscle car enthusiasts who prefer a manual transmission might know whether their clutch release mechanism is operated by cable or by a hydraulic bearing, but if it’s the latter, it’s unlikely they could tell whether the bearing operates in constant contact with the clutch fingers or intermittently (i.e. operating only when the clutch pedal is depressed). More interestingly, what would lead a manufacturer of high-performance hydraulic clutch bearings to adopt one style over the other? Most will tell you the intermittent style offers a greater range of adjustment and it’s quieter. It also eliminates the exhausting prospect of a constantly spinning bearing.
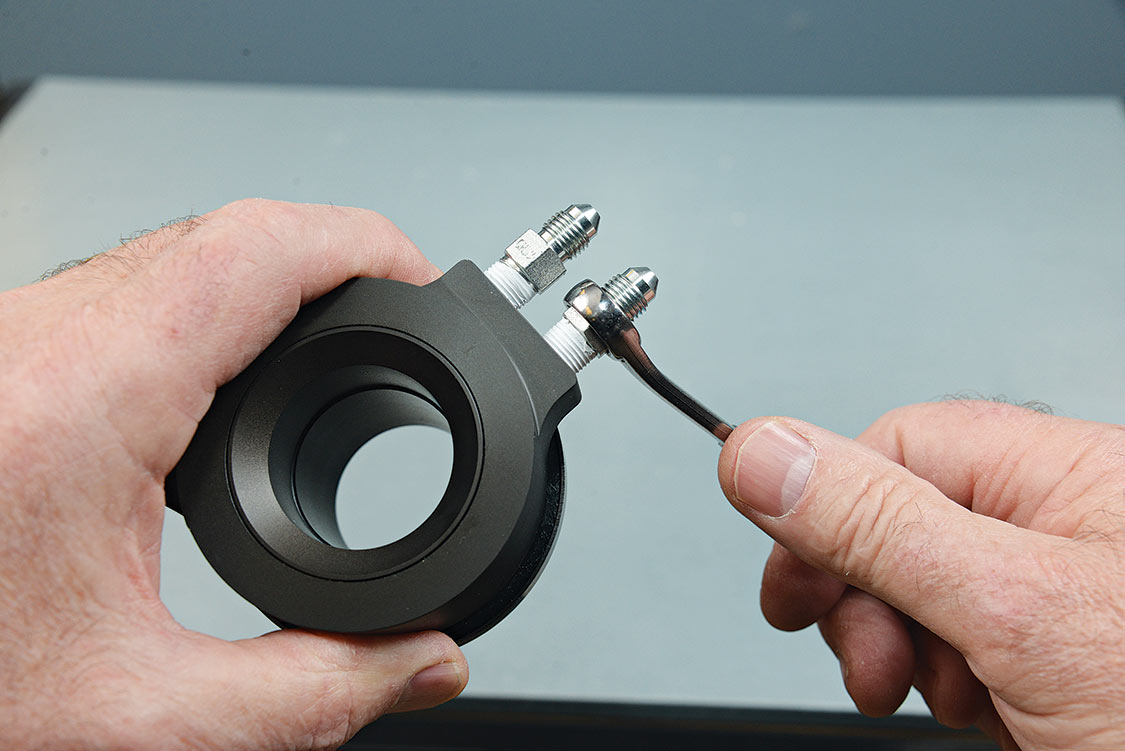
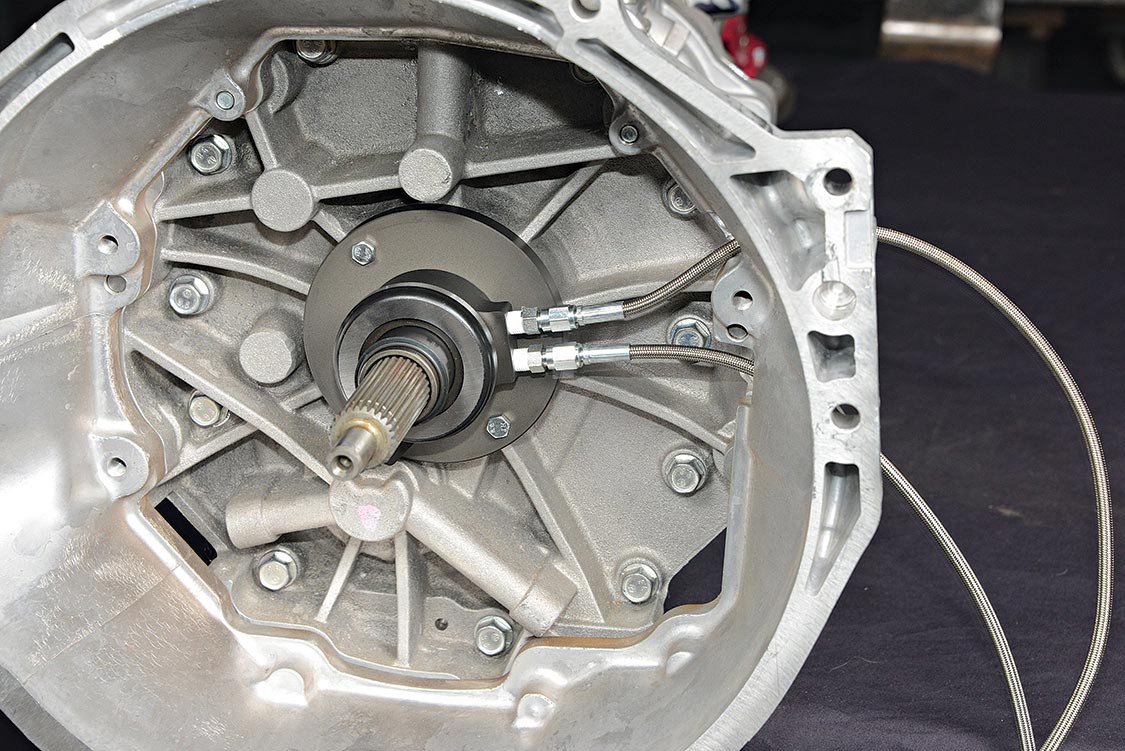
In a Columbia, South Carolina factory, Ram Clutches makes single- and dual-disc clutch sets that transmit from 400 to 1,300 hp. The company has also cultivated a fine reputation for the production of hydraulic clutch release bearings. These operate on both single- and dual-disc clutches and function only when the clutch pedal is depressed. Tim Matherley, the acclaimed NMRA Real Street Mustang racer says, “The regular hydraulic release bearings that run constantly have a tendency to chirp. But on the higher horsepower cars, if you’re looking for quality, Ram has the best option, and they’re quiet.”
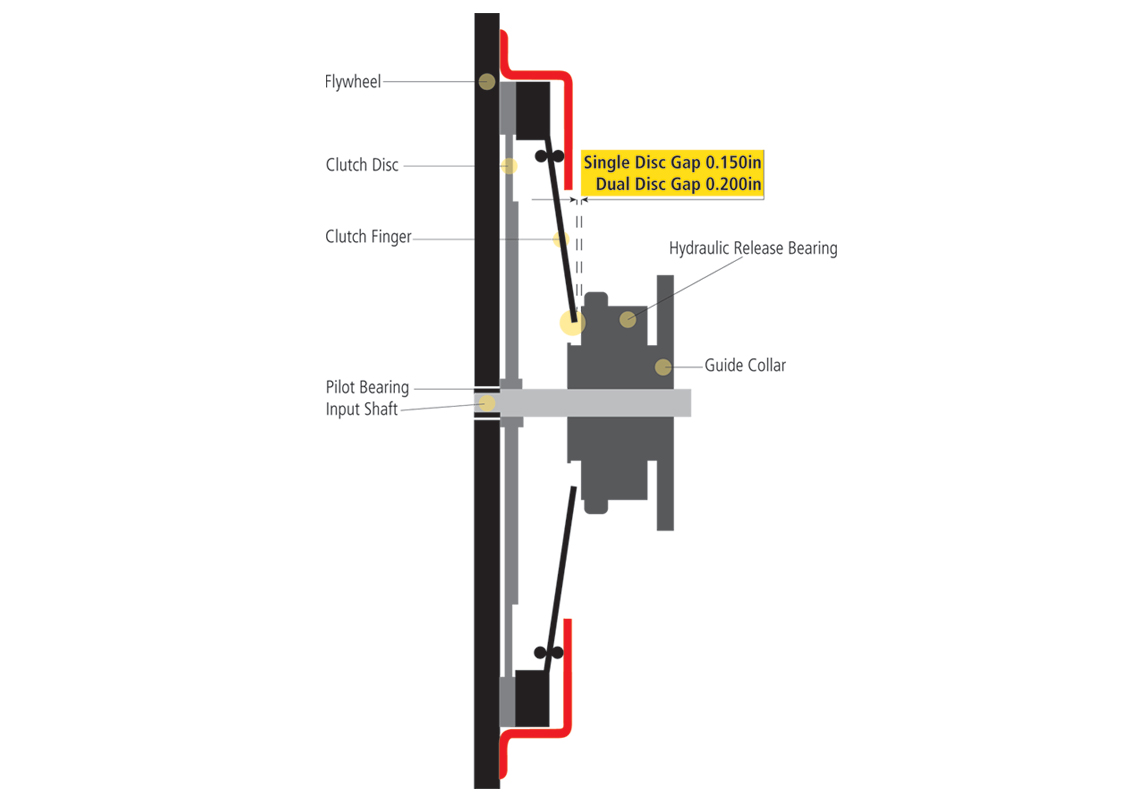
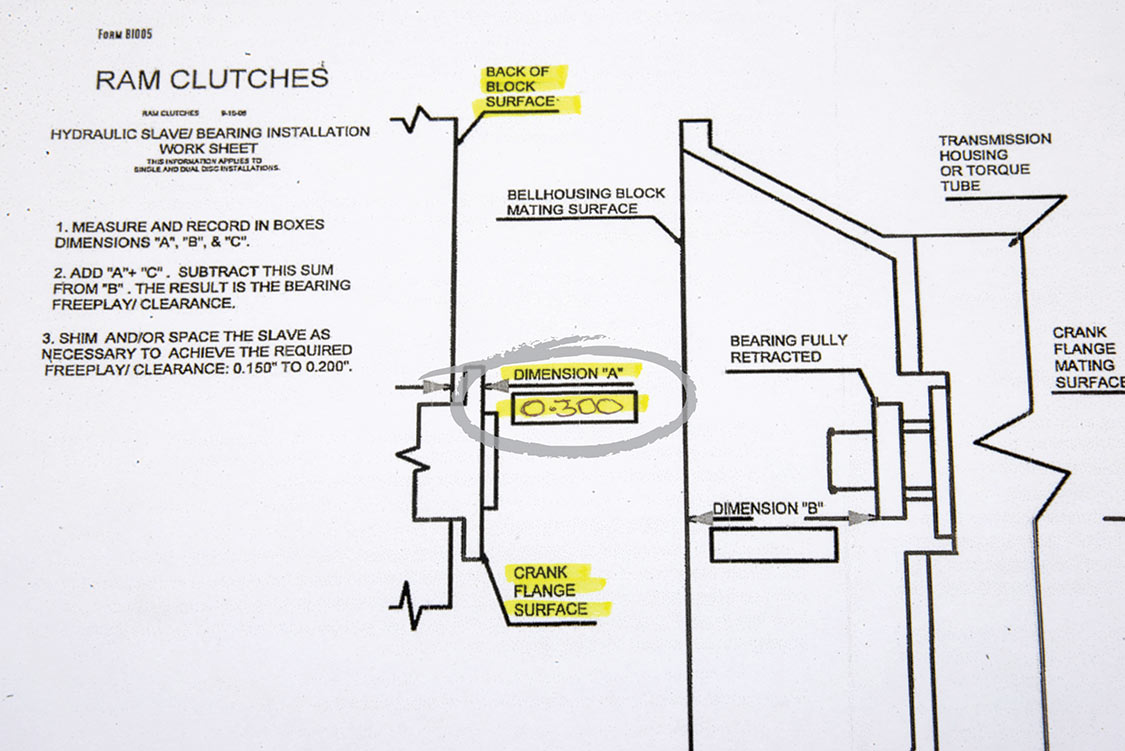
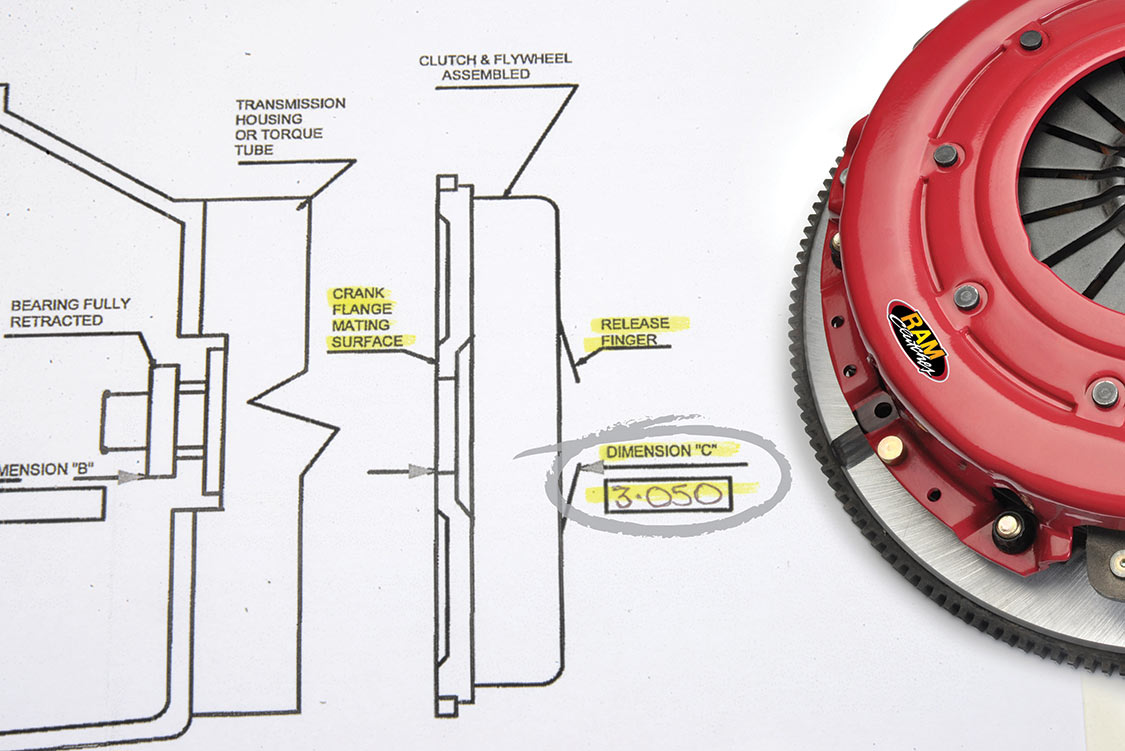
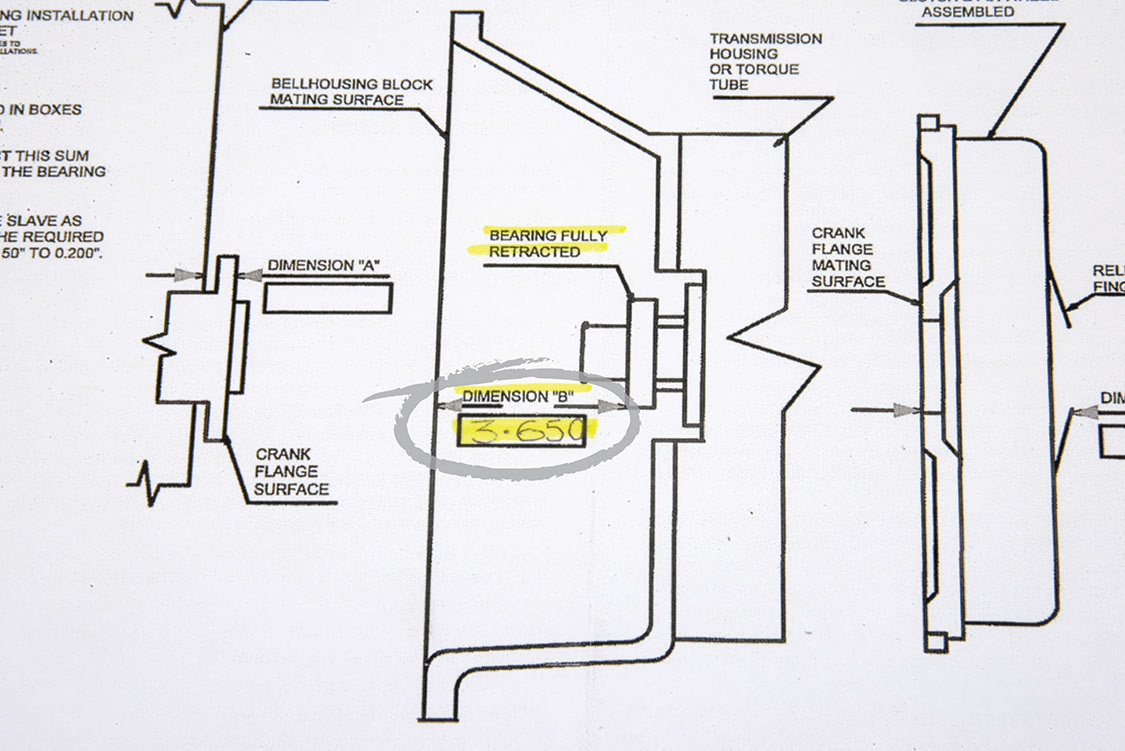
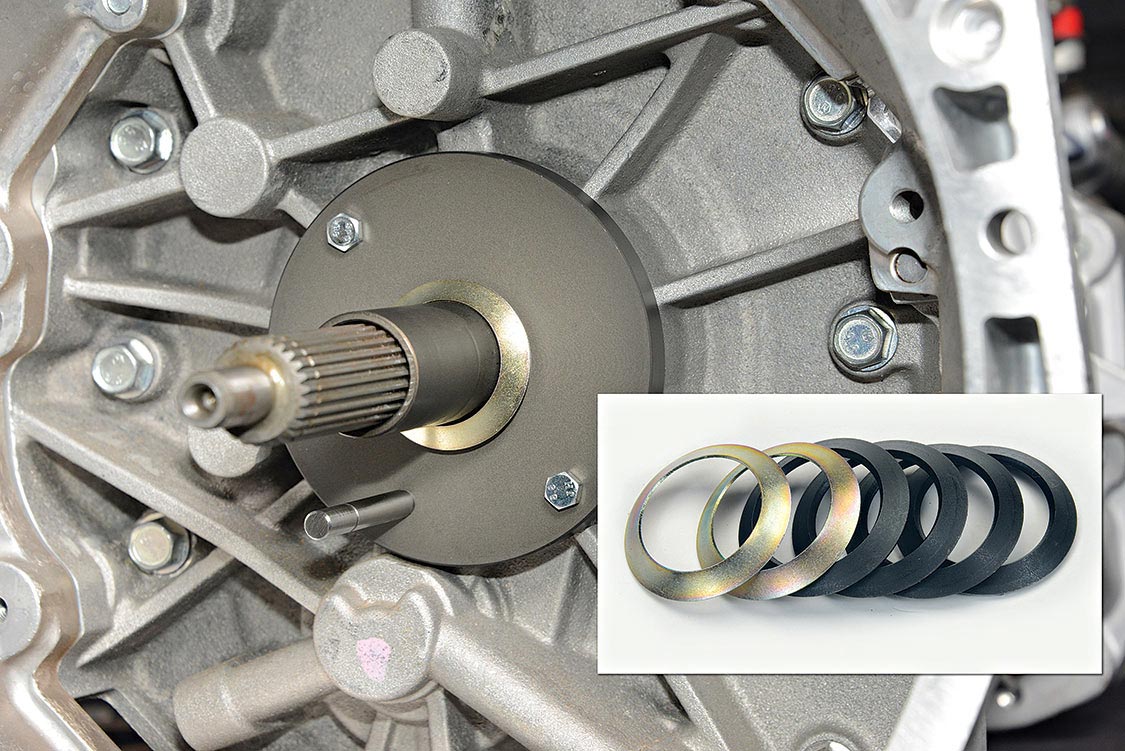
High-performance release bearings that operate only when the clutch pedal is depressed have 0.800 inch of potential travel. More importantly, they should be positioned with the correct gap when the pedal is not depressed (the gap between the contact face of the release bearing and the clutch fingers). Excessive gap causes improper release; inadequate gap can cause the bearing to over-travel and collide with the snap ring or cause slippage as the clutch wears and the fingers move back, making contact with the bearing.
Single-disc clutches operate best with a gap of 0.150 inch, while dual-disc sets require a gap of around 0.200 inch. Because the clutch fingers automatically travel toward the release bearing as the friction disc(s) wear, an additional clearance of 0.050 inch is assigned to the dual-disc arrangement.
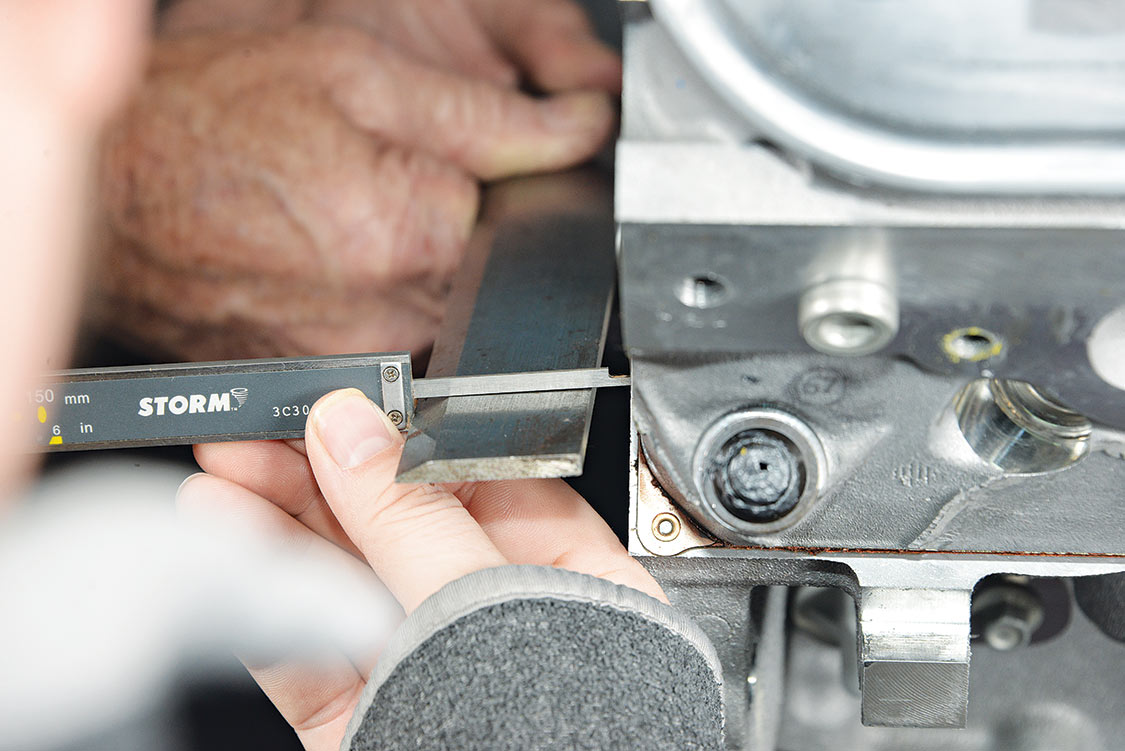
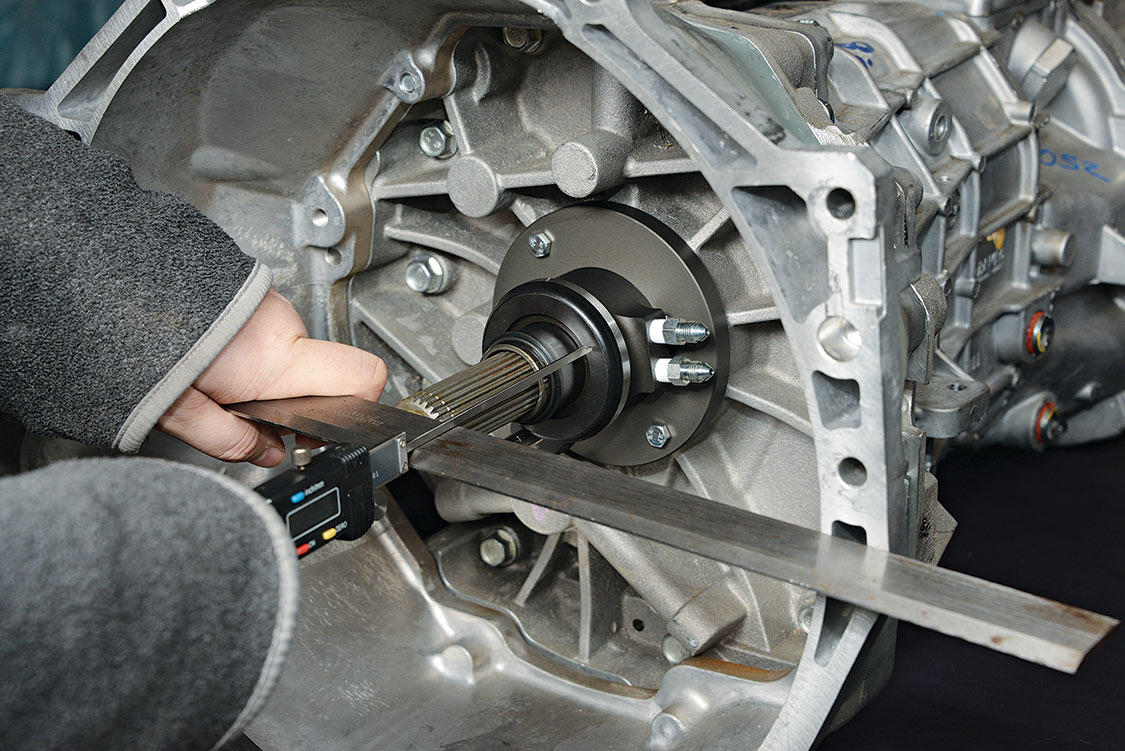
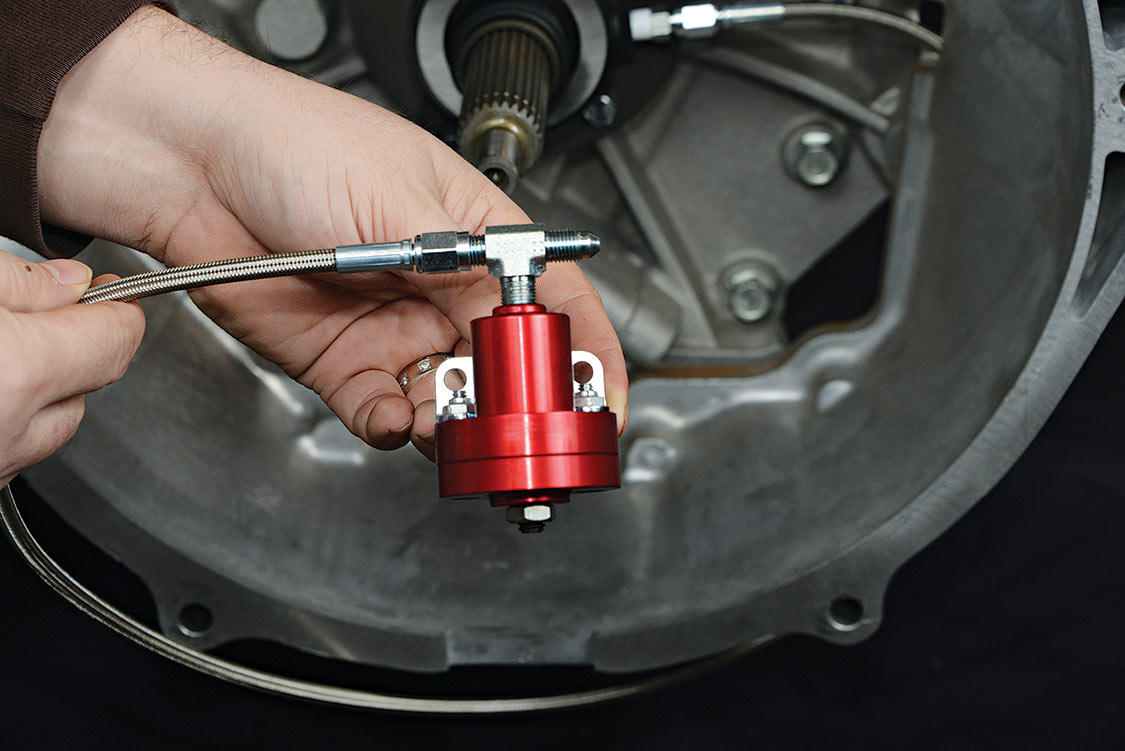
That’s all well and good, but how do you know when they’re operating with the correct gap? As we know, the entire clutch mechanism is concealed within the bell housing and therefore not visible. Read on to see how it’s accomplished.



Ram Clutches
201 Business Park Blvd.
Columbia, SC 29203
803.788.6034
Ramclutches.com
SPS Engines
678.482.0866
Southernperformancesystems.com

Southern Tradition Car/Truck Show
Canton, Ga.
Goodguys 24th Meguiar’s Del Mar Nationals Presented By FiTech Fuel Injection
Del Mar Fairgrounds 2260 Jimmy Durante Blvd., Del Mar, CA 92014
DCHS Car Show
Grand Prairie, Texas
5th Annual All Makes/Models. Car/Bike Show. Beard/Stache Charity Competition
COPPERAS COVE, Texas
Summervibes Ybor- 2025
Tampa, FI
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.
Notifications








 Please wait...
Please wait...
Share Link